
Your new irrigation rims looked great, but after one season in the field, rust is already creeping in at the welds1. That initial shine is gone, replaced by the costly threat of corrosion.
Hot-dip galvanizing2 is a process that creates a thick, durable, and metallurgically bonded zinc coating over the entire steel rim. It matters because it provides superior, long-lasting corrosion protection3, even in harsh agricultural environments.

Many years ago, a client called me, frustrated. He had just bought a set of new center pivot rims from another supplier. They were advertised as "galvanized," and they were cheaper than mine. Six months later, he sent me photos. Rust was blooming from every bolt hole and weld seam. The thin, electro-plated "galvanized" coating4 had failed at the first sign of stress and moisture. He had to replace the entire set, costing him double. That experience taught me a crucial lesson: not all protective coatings are the same. "Galvanized" can mean many things, but for the demanding work of agriculture, only true Hot-Dip Galvanizing offers the protection that serious professionals need.
Why Do Some 'Galvanized' Rims Fail So Quickly?
You bought galvanized rims to prevent rust, but they're already failing. The coating was too thin to handle the acidic soil and constant moisture, leaving your investment vulnerable to rapid decay.
Most failures happen because the zinc coating is too thin. The industry benchmark for HDG is 85 micrometers (μm)5. Anything less, especially in acidic or humid conditions, can slash the rim's functional lifespan by up to 40%.

The thickness of the protective zinc layer is the single most important factor in a rim's longevity. Think of it like sunscreen. A thin layer might offer brief protection, but it won't last for a long day in the sun. It's the same for rims. Many manufacturers cut corners with a process called electro-galvanizing, which deposits a very thin, often shiny layer of zinc. It looks good at first, but it's not designed for the abrasive and corrosive reality of a farm. True Hot-Dip Galvanizing creates a much thicker layer, because the entire rim is submerged in molten zinc. At Gescomaxy, we adhere strictly to the 85μm standard. This isn't just a number; it's the proven thickness required to create a robust barrier that can withstand the chemical attacks from fertilizers and acidic soil, ensuring the steel core remains protected for years, not just a single season.
Will the Protective Coating Chip Off in the Field?
Your equipment gets banged around during transport and use. You're worried that any impact will chip the protective coating off your rims, creating an entry point for rust.
No, a proper HDG coating will not peel or flake. The process creates a molecular-level bond between the zinc and steel. This alloy layer is incredibly tough and passes cross-hatch adhesion tests6, proving its durability under impact.
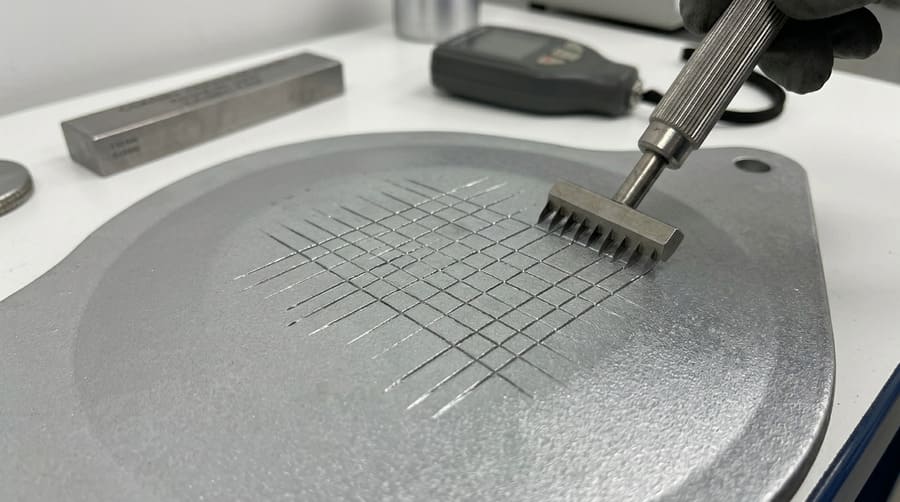
This is one of the biggest differences between high-quality HDG and simple paint or thin plating. A painted surface is just a layer sitting on top of the steel. It can easily be scratched or chipped off, exposing the metal underneath to rust. Hot-Dip Galvanizing is fundamentally different. When the steel rim is dipped into the molten zinc, a multi-layered alloy7 is formed. The zinc isn't just sitting on the surface; it has become a part of the steel itself. This metallurgical bond is incredibly strong. It's why we can certify our coatings with the cross-hatch test, a rigorous method where the surface is scored in a grid pattern and tested for adhesion. The coating doesn't flake off because it's bonded at a molecular level. This means your rims can handle the inevitable bumps and impacts of farm work without compromising their corrosion protection.
Where Does Rust Usually Start on an Irrigation Rim?
You've seen it before: a rim looks fine overall, but rust is concentrated around the bolt holes, valve stem, and welds. These vulnerable spots are often where failure begins.
Rust starts where the protective coating is thinnest or non-existent. The full-immersion HDG process8 solves this by providing a seamless, 360° layer of protection9 that flows into every corner, hole, and seam, leaving no weak points.

Complex shapes are the enemy of most coating methods. Spraying paint, for instance, often leaves thin spots in tight corners or inside holes. This is precisely where moisture collects and corrosion begins. The beauty of the hot-dip process is its simplicity and completeness. By fully submerging the entire rim in a bath of molten zinc, we ensure the liquid metal flows everywhere, inside and out. It coats the inside of the bolt holes, seals the edges of the valve hole, and penetrates the microscopic crevices of every weld. It creates a continuous, unbroken shield. There are no "missed spots" or areas with thinner coverage. This 360° protection is critical because rust is like a weed; give it one tiny spot to start, and it will spread. Full immersion eliminates those starting points.
Is Spending More on HDG a Smart Investment?
You need to manage your budget carefully. The higher initial cost of a premium HDG rim makes you hesitate, even if you know it's a better product.
Yes, it's one of the smartest investments you can make. A modest 10% increase in your anti-corrosion budget10 for a proper HDG rim can extend the service life of your equipment by 30% or more, delivering an exceptional return on investment.
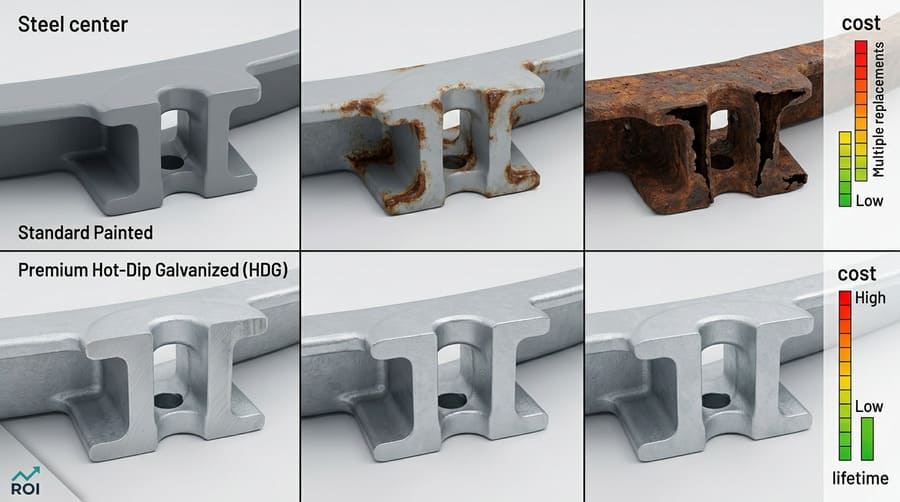
Thinking only about the initial purchase price is a common but costly mistake. You must consider the total cost of ownership11. A cheaper, painted, or poorly galvanized rim might save you money today, but what happens in three to five years when it needs to be replaced? You have the cost of the new rim, the cost of the tire, the labor for dismounting and remounting, and the operational downtime. Suddenly, that "cheap" rim has become very expensive. By investing a little more upfront in a certified 85μm HDG rim12, you are buying durability and peace of mind. You're pushing that replacement date far into the future. That 30% increase in service life13 means fewer replacements, less maintenance, and more reliable equipment. It turns a simple component like a rim into a tool that actively lowers your long-term operational costs.
Conclusion
Hot-Dip Galvanizing is not just a coating; it's a fundamental process14 that makes irrigation rims tougher, longer-lasting, and a far better long-term investment than any surface-level alternative.
Understanding why rust appears at welds can help you prevent costly damage and extend the lifespan of your irrigation equipment. ↩
Learn how hot-dip galvanizing provides superior corrosion protection, ensuring your rims last longer in harsh environments. ↩
Discover the benefits of hot-dip galvanizing for long-lasting protection against rust and corrosion in agricultural settings. ↩
Find out why electro-plated coatings are less effective and how they can lead to premature rust and equipment failure. ↩
Learn about the importance of adhering to the 85μm standard for HDG coatings to ensure maximum protection and longevity. ↩
Understand the significance of cross-hatch adhesion tests in verifying the durability and strength of HDG coatings. ↩
Explore how the multi-layered alloy formed during HDG creates a strong bond that resists rust and corrosion. ↩
Learn about the full-immersion HDG process and how it guarantees comprehensive protection for complex shapes. ↩
Discover how HDG ensures complete coverage, eliminating weak spots where rust can start and spread. ↩
Find out how a small increase in budget for HDG rims can lead to significant savings and extended equipment life. ↩
Understand how investing in HDG rims can reduce long-term costs and improve equipment reliability. ↩
Learn why selecting a certified 85μm HDG rim ensures durability and peace of mind for your agricultural equipment. ↩
Explore how HDG coatings can extend the service life of rims, reducing replacements and maintenance costs. ↩
Discover why hot-dip galvanizing is essential for creating durable, long-lasting irrigation rims that resist corrosion. ↩