
Your team does everything right, but a wheel hub cracks, or worse, a wheel detaches in the middle of the field. You blame the bolts or the operator, but the real failure started before the rim was ever painted.
The precision of bolt hole manufacturing1—from the cutting method to the hole shape and alignment—directly controls stress distribution2. Flaws create invisible weak points that lead to micro-cracks3, bolt loosening, and ultimately, catastrophic wheel failure4.

I'll never forget the call. A large-scale farmer, a new client, had a wheel completely shear off a pivot tower and roll into a canal. The damage was immense, and the downtime was crippling. He had bought a batch of cheaper rims from another supplier to save a few thousand dollars. When we inspected the failed hub, the cause was clear: the bolt holes were slightly oval-shaped from a worn-out punching machine. This tiny imperfection concentrated all the operational stress onto two points, which fatigued the metal until it snapped. He learned a hard lesson that day: the integrity of a massive machine can depend entirely on the quality of a few small holes.
Why Does the Cutting Method Matter for Preventing Cracks?
You see premature rust and tiny stress lines forming around your rim's bolt holes. You're worried these are signs of a deeper, more dangerous structural problem.
High-precision laser cutting minimizes the Heat-Affected Zone5e (HAZ)](https://arxiv.org/pdf/1008.1361)%%%FOOTNOTE_REF_6%%%, a brittle area around the hole where cracks start. Traditional punching creates a larger HAZ, making rims much more prone to failure.
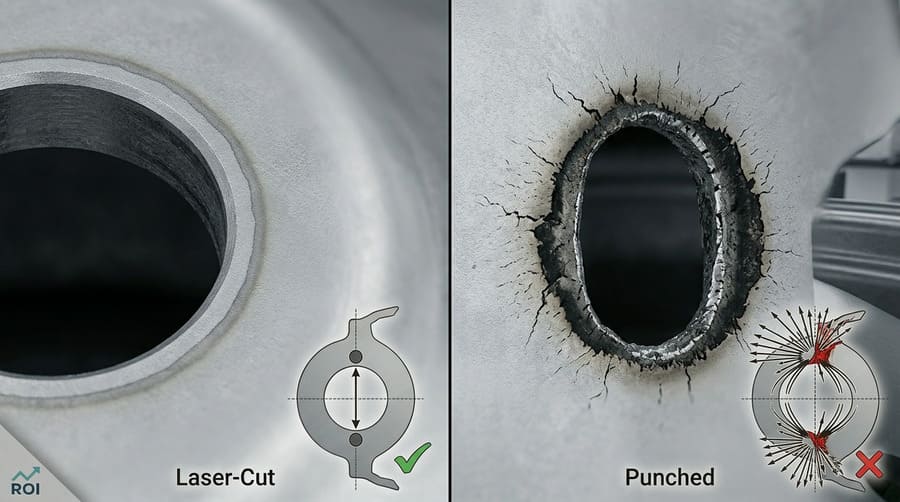
When you make a hole in high-strength steel, you're not just removing material; you're changing the properties of the steel right at the edge of the cut. Think of it like this: traditional punching is a brute-force impact. It tears the metal, creating microscopic fractures7 and a wide, stressed area that becomes brittle. This is the Heat-Affected Zone. It's the weakest link and the birthplace of most stress cracks. Laser cutting, on the other hand, is a thermal process. It melts the steel with incredible precision, creating a clean, smooth edge with a tiny, almost non-existent HAZ. This preserves the steel's original strength and flexibility right up to the edge of the hole, dramatically delaying the start of metal fatigue8 and extending the rim's safe operational life.
Manufacturing Method Comparison
| Feature | Laser Cutting | Mechanical Punching |
|---|---|---|
| Precision | Extremely High | Moderate to Low |
| Edge Quality | Smooth, Clean | Stressed, Micro-fractures |
| HAZ Size | Minimal | Significant |
| Crack Risk | Very Low | High |
How Does a Simple Taper Stop Bolts from Loosening?
Your team is constantly re-torquing lug nuts on your pivots. The constant vibration from field operations seems to work them loose, creating a constant maintenance headache and a safety risk.
A tapered countersink design9 creates a perfect mating surface for the lug nut. This maximizes the clamping area and provides a physical "lock" that resists the vibrational forces that cause bolts to loosen.
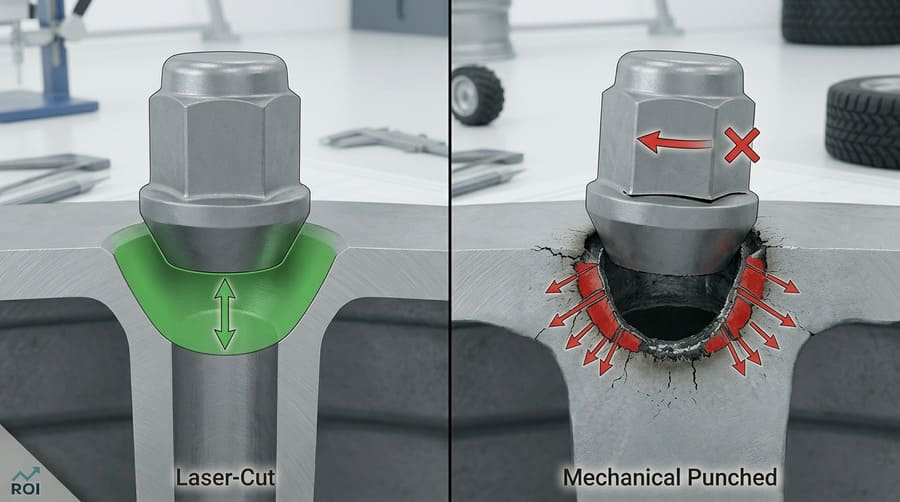
Imagine trying to secure a cone-shaped object in a flat-bottomed hole. It will wobble and never be truly stable. Now, imagine placing that cone into a hole that is perfectly shaped to receive it. That's the difference between a simple drilled hole and one with a proper countersink. The tapered surface of the countersink is designed to match the angle of the lug nut. When tightened, this creates an enormous amount of friction and surface contact, distributing the clamping force evenly. More importantly, the shape itself acts as a mechanical anchor, preventing the nut from rotating or "walking" loose under vibration. It’s a simple design feature, but it is one of the most critical for ensuring that the wheel stays securely attached to the hub, season after season, without constant retightening.
Could a 1mm Error Really Cause a Wheel to Detach?
You trust your torque wrench and follow the specs, but you still experience issues like sheared bolts10 or warped hubs. You can't figure out why perfectly tightened bolts are still failing.
Yes. A 1mm deformation or misalignment in the bolt hole pattern will cause uneven stress distribution2. The entire load is forced onto a few lug nuts instead of all of them, leading to metal fatigue8 and catastrophic failure.
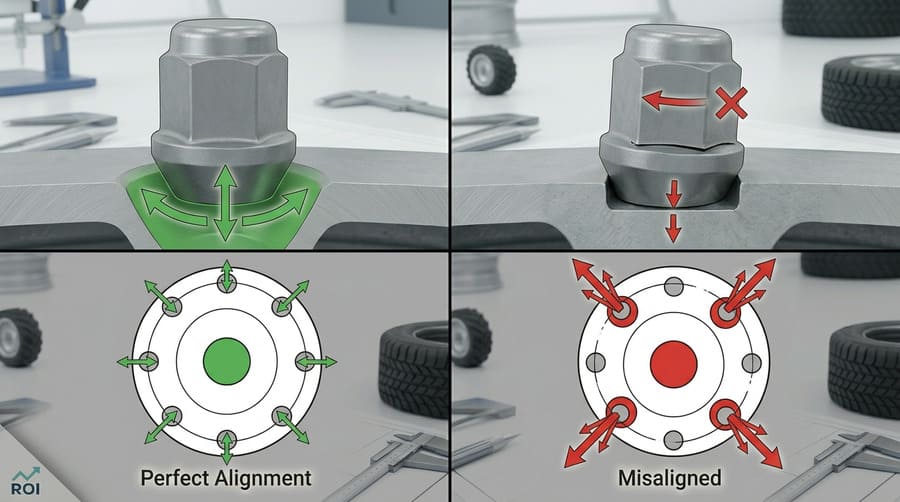
The circle of bolt holes on a wheel—known as the Bolt Circle Diameter (BCD)11—is a load-sharing system. Each bolt is designed to carry an equal fraction of the immense forces the wheel endures. This system only works if the holes are perfectly round and spaced with sub-millimeter precision. If even one hole is just 1mm out of place, or slightly oval-shaped, the physics of the system breaks down. That bolt may not seat correctly, forcing its neighbors to carry its share of the load. Now, instead of ten bolts sharing the load, perhaps only eight are truly engaged. Those eight bolts are now under much higher stress than they were designed for. This overload accelerates metal fatigue8, leading directly to stretched or sheared bolts10, a cracked hub, and the potential for complete wheel detachment12. Absolute precision isn't a luxury; it's a fundamental requirement for safety.
How Can a Softer Rim Be a Stronger Choice?
You assume that making every part of a wheel as hard as possible is the best way to ensure strength. The idea of intentionally making one part softer seems counterintuitive.
The steel around the bolt hole should be slightly softer than the high-tensile bolt. This allows the hardened bolt threads to create a secure physical interlock, or "bite," into the rim material for a stronger grip.
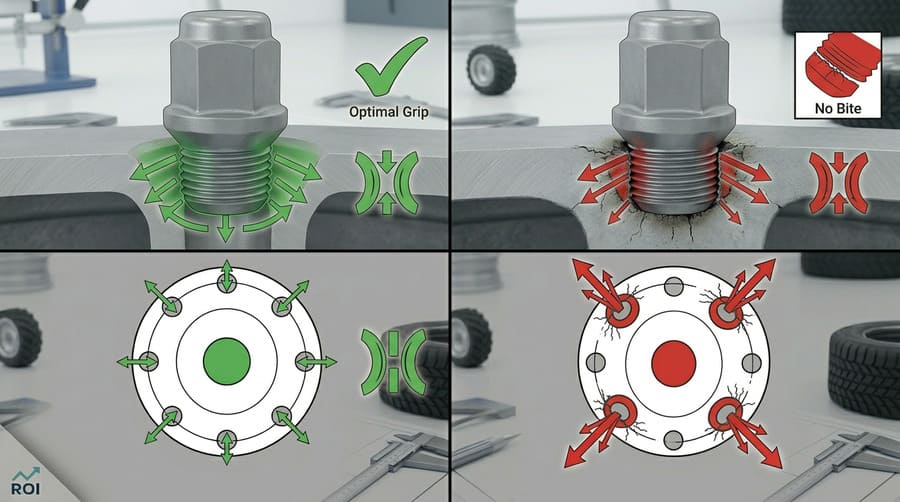
This is a sophisticated engineering principle known as hardness matching13. If two metal surfaces with the same hardness are clamped together, they rely purely on friction to hold. But if one surface is slightly more malleable than the other, you get something better: physical interlocking. Our high-tensile steel bolts are harder than the steel of the rim disc. When a lug nut is torqued down, the sharp, hard threads of the bolt press into the slightly softer countersink surface. This doesn't damage the rim; it creates a near-perfect, custom-fit impression. The bolt is no longer just held by friction; it is physically locked into the material of the rim itself. This "bite" provides a massive increase in resistance to loosening from vibration and shear forces, creating a connection that is far more secure than one made from two equally hard materials.
Conclusion
The manufacturing details of a bolt hole—its shape, precision, and material properties—are not minor points. They are the foundation of a safe, reliable, and long-lasting irrigation wheel assembly.
Understanding the precision in bolt hole manufacturing helps prevent stress distribution issues, reducing the risk of wheel failure. ↩
Proper stress distribution is crucial for the longevity and safety of machinery components, preventing failures. ↩
Micro-cracks can lead to significant failures in metal components, understanding them helps in prevention. ↩
Understanding the causes of catastrophic wheel failure can prevent accidents and ensure machinery reliability. ↩
Learn how laser cutting technology reduces the Heat-Affected Zone, enhancing the durability and safety of metal components. ↩
Exploring the Heat-Affected Zone reveals how different cutting methods impact metal strength and longevity, crucial for wheel safety. ↩
Microscopic fractures can compromise metal integrity, leading to potential failures in machinery components. ↩
Exploring the causes of metal fatigue helps in understanding how to prevent catastrophic failures in machinery. ↩
A tapered countersink design offers a secure fit for bolts, reducing maintenance and enhancing safety in machinery. ↩
Understanding the causes of bolt shearing can help prevent machinery failures and enhance operational safety. ↩
Understanding Bolt Circle Diameter is key to ensuring even stress distribution and preventing wheel detachment. ↩
Exploring the causes of wheel detachment can prevent accidents and ensure the reliability of machinery. ↩
Hardness matching in engineering ensures secure bolt connections, reducing the risk of loosening and enhancing safety. ↩