
A catastrophic wheel failure feels like an immediate event. But the danger often lurks unseen, long after a technician has performed a seemingly perfect installation. This creates a false sense of security.
Lock ring failures1 are rare during installation because the forces are static and relatively low. The real damage, metal fatigue2, is a slow process that accumulates over time under the immense, repetitive operating loads a machine experiences in service.

I once got a call about a recurring OTR Wheel lock ring issue at a large mining site. The site manager was convinced his new team of fitters was at fault. "These problems only started when they did," he insisted. I flew out and reviewed their installation procedure3—it was flawless. The rings seated perfectly, everything looked by-the-book. The real problem only became clear when we inspected the failed parts. They showed classic signs of fatigue caused by a subtle mismatch between the rings and the OTR wheel manufacturer's specs. The installation wasn't the problem; it was just the first step in a long process that allowed a hidden design flaw to grow into a major failure.
Why Does a 'Perfect' Installation Still Lead to Failure?
You can watch a tire get mounted, and the lock ring seats perfectly in its groove. Everything looks secure. But months later, a failure report lands on your desk. What happened in between?
A visually perfect fit during installation doesn't reveal the microscopic gaps and potential for movement. These become a problem only when the machine is working, leading to fatigue over millions of load cycles.

Think of installation as a static snapshot in time. At that moment, the only major force is the air pressure pushing the components together. The ring appears stable and secure. However, the wheel's life in service is dynamic. As the vehicle moves, the load on the wheel is constantly changing—it flexes, carries weight, absorbs impacts, and transfers torque. This cyclic loading starts to work on any tiny imperfections in the fit. What looked like a perfect, solid connection in the workshop becomes a source of micro-movement and rubbing (fretting4) in the field. This fretting4 is the seed from which fatigue cracks5 grow, a danger that is completely invisible at the time of installation.
How Do Tiny Flaws Turn into Catastrophic Failures?
If the initial fit is almost perfect, how can such a small issue escalate into a complete rupture of a massive steel ring? The process seems disproportionate to the cause.
Operating loads act as an amplifier. The immense weight and torque of the machine magnify the effect of any tiny geometric deviation, concentrating stress in one area until a crack forms and grows.
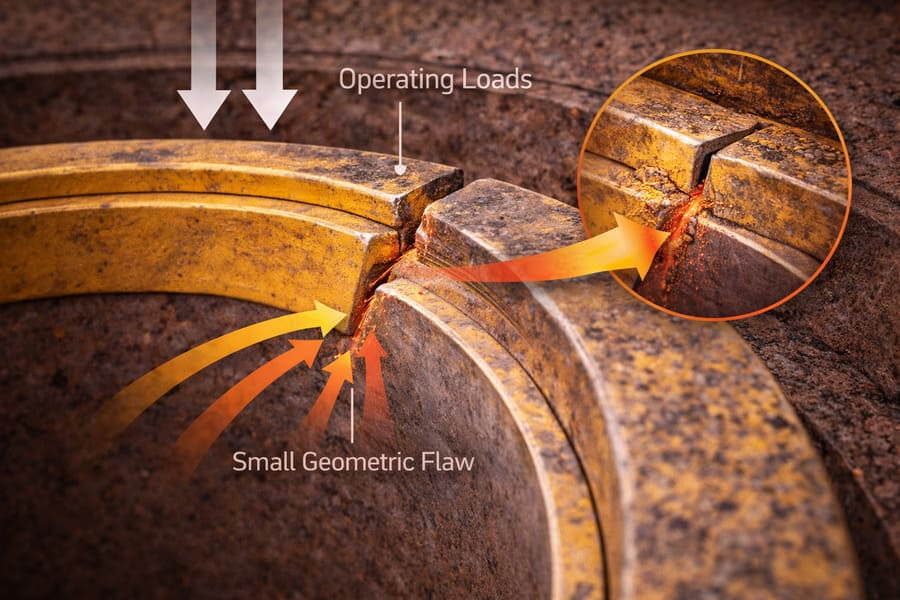
Imagine a tiny, almost imperceptible mismatch between the angle of the lock ring and the groove on the OTR rim. During installation, it's not a problem. But once the machine is hauling tons of material, that tiny imperfection becomes a focal point for stress. Instead of the load being distributed evenly across the entire contact surface, it gets concentrated on one small high point. Every single rotation of the OTR wheel flexes this high-stress area. It's like bending a paperclip at the exact same spot over and over. Eventually, the metal's structure breaks down, a microscopic crack initiates, and with every subsequent cycle, that crack gets a little longer and deeper until the ring can no longer bear the load and fails catastrophically.
Is Blaming the Installer Hiding the Real Problem?
When a failure occurs, the easiest explanation is often human error during installation. But is this accurate, and does it help prevent future incidents? It's a convenient but often misleading conclusion.
Blaming installation often masks the true root causes: component mismatch6, poor geometric design7, or using parts not suited for the application. It focuses on the person instead of the systemic engineering problem8.

When you hear "improper installation," you should immediately ask more questions. Was the lock ring an exact match for that specific rim model and manufacturer? Were the OTR rim and ring both new, or was one part worn? Is the ring's geometric design7 (e.g., flat vs. tapered) appropriate for the machine's typical workload? These are the questions that lead to real solutions. Attributing a fatigue failure to the installer is like blaming the last person who touched a faulty machine. The real issue lies deeper within the system—in the design, specification, and procurement of the components. Focusing on this allows you to solve the problem for good, rather than just retraining staff for a problem that wasn't their fault.
| Common Misconception | Engineering Reality |
|---|---|
| "The fitter seated it wrong." | "The parts were mismatched." |
| "It must have blown out at install." | "Fatigue grew over months of service." |
| "The mechanic is at fault." | "The component design9 was flawed." |
| "We need better training." | "We need better component matching." |
Conclusion
Lock ring failures1 are engineering problems that develop over time. Look beyond the installation and analyze the component design9 and matching to find the true root cause and ensure long-term safety.
Understanding the causes of lock ring failures can help prevent future incidents and improve safety. ↩
Exploring metal fatigue can provide insights into maintenance practices and enhance machinery longevity. ↩
Learning about optimal installation procedures can ensure safety and efficiency in heavy machinery operations. ↩
Exploring fretting can help in understanding wear mechanisms and improving component durability. ↩
Learning about fatigue cracks can enhance your understanding of material science and failure prevention. ↩
Exploring component mismatch can help identify critical factors that lead to mechanical failures. ↩
Understanding geometric design can lead to better component compatibility and reduce failure rates. ↩
Identifying systemic engineering problems can lead to more effective solutions and improved safety standards. ↩
Understanding component design is key to enhancing the reliability and performance of machinery. ↩